On this episode of the podcast I speak to Mike Lawton, who is the founder and CEO of Oxford Space Systems (OSS). OSS is an award-winning space technology company that is developing a new generation of deployable space structures that are lighter, simpler and cheaper than current products on the market. These deployable structures deploy antennas and solar panels on satellites orbiting earth, and are tricky to design because they need to package to a fraction of their deployed size, and need to be as lightweight as possible. OSS’ first product, the AstroTube boom, was launched into space and deployed on a cubesat in September 2016. This achievement set a new industry record in terms of development time, going from company formation to orbit in under 30 months. I met Mike at the OSS design office to talk about:
venture capital funding of NewSpace companies
how the design philosophy of NewSpace companies differs from established firms
how origami, the Japanese art of folding, is being used to design more efficient deployable structures
the flexible composites technology that OSS are developing
and his vision for the future of space commercialisation
In this episode I am talking to John Britton. John was the chief engineer of Concorde on the British side of the enterprise from 1994 until Concorde’s demise in 2003. John possesses a wealth of knowledge regarding the engineering behind Concorde, and its heritage in Bristol, UK. Because he was the chief engineer at its demise, he also has a unique insight into why the aircraft is no longer flying today. In this conversation, John and I talk about:
how he ended up as the Chief Engineer of Concorde
what engineering feats made Concorde special
why Concorde is no longer flying today
and what he thinks new supersonic companies need to focus on
This interview was recorded at Aerospace Bristol, which is a new aerospace museum located at Filton Airfield in the South West of the United Kingdom. From the beginnings of powered flight, Filton Airfield was the birthplace of many a flying machine – from aeroplanes and helicopters to missiles and satellites. Aerospace Bristol represents the new heart to the area’s aerospace heritage.
“You could say: What could we possibly do next? You look back at history and say: All the shelves must be full now! We must have the capabilities to do everything we need. And yet, we still go on…It’s your generation that is going to Mars. So please, can you get on with it and do it, because I want to enjoy it from the augmented reality that other engineers are going to produce.” — Ian Lane
This episode features Ian Lane, Senior Expert in Composite Analysis for Airbus UK. Ian has more than 40 years of experience in the aerospace industry and his career has taken him from British Hovercraft to British Aerospace, Westland Helicopters and finally to his current role at Airbus. On top of this broad aerospace background, Ian’s specialty are modern composite airframes and he was the lead stress engineer on the Airbus A400M and Airbus A350. Ian is also a Visiting Professor in Aerospace Engineering at the University of Bristol, and a great example of an industry leader who knows how to inspire the next generation of young engineers. Indeed, Ian is actively involved with the Airbus Fly Your Ideas campaign, and a regular attendee at many international research conferences.
In this episode Ian and I discuss:
his career progression from apprentice to Senior Expert at Airbus
the incredible safety record of the aerospace industry
why the demise of Concorde wasn’t a step backwards
how Airbus fosters innovation and out-of-the-box thinking
why inclusion and diversity in engineering are so important
“There’s been a lot of good press from the science community on self-assembly of atoms. Well, I guess what I’m looking for is self-assembly and disassembly of large-scale structures…There is all sorts of exciting things we can do when [engineering] structures re-configure themselves.” — Prof. Paul Weaver
This episode features Prof. Paul Weaver, who holds a Bernal Chair in Composite Structures at the University of Limerick in Ireland, and is the Professor in Lightweight Structures at the University of Bristol in the United Kingdom. Lightweight design plays a crucial role in the aerospace industry, and Paul has worked on some fascinating concepts for more efficient aircraft structures. Paul’s research has influenced analysis procedures and product design at NASA, Airbus, GKN Aerospace, Augusta Westland Helicopters, Vestas (and many more), and in this episode we cover some of his past accomplishments and his vision for the future.
Central to this vision is artificial metamorphosis, which is a term that Paul coined to describe structures that re-configure by dis-assembly and re-assembly to adapt and optimise on the fly. Although Paul thinks that this vision of engineering structures is still 50 years into the future, he is well known for his work on a related technology: topological shape-morphing. The simplest example of a morphing structure is a leading edge slat, which is used on all commercial aircraft today to prevent stall at take off and landing. Paul, on the other hand, envisions morphing structures that are more integral, that is without joints and which do not rely on heavy actuators to function. Apart from artificial metamorphosis, Paul and I discuss
his teenage dreams of becoming a material scientist
his work with Mike Ashby at Cambridge University on material and shape factors
interesting coupling effects in composite materials that can be used for elastic tailoring
his work with Augusta Westland helicopters on novel rotor blades
why NASA contacted him about his research on buckling of rocket shells
“If you’re trying to put these structures into orbit, every gram counts. Not just every pound but every gram…So you are making structures that are operating at their margins.” — Dr Chauncey Wu, NASA Langley Research Center
Today’s conversation features Dr Chauncey Wu, who is a research engineer at NASA Langley Research Center in Hampton, Virginia. Chauncey has worked at NASA for more than 30 years, predominantly in the field of structural mechanics, and has been responsible for designing and testing a number of space structures that have been launched into space. Some examples of his work include structural analyses on the LITE telescope that was launched into space in 1994, as well as the optimisation of rocket propellant tank structures, and conceptual design studies of lunar lander vehicles and habitat structures for the colonisation of the Moon. In this wide-ranging conversation, we discuss:
Chauncey’s path to NASA as an undergraduate student
The history of NASA and the cultural shift compared to its predecessor, the NACA
The reason why rocket science is so hard
Chauncey’s recent research on a new type of lightweight composite material: tow-steered composites, which could be a game-changer for rocket booster designs
I am happy and excited to announce a new project on the Aerospace Engineering Blog. To go along with the usual blog posts, I will now be releasing regular podcast episodes that feature conversations with engineers and researchers in industry and academia to reveal their fascinating real-world stories of innovation, and provide a glimpse into the future of the industry by discussing cutting-edge research and promising new technologies. This episode is just a quick primer of what I have in mind, and the first “real” episode will be released in a couple of days.
The technological jump from no functional aeroplane to the first serious military fighter occurred in a mere 10 years. The Wright brothers conducted their first flight in late 1903 and by 1914 WWI broke out with an associated expansion in military flying. This expansion occurred almost entirely without the benefits of organised science in formal institutions and universities, and was led predominantly by tinkering aviators. Aircraft pioneers were often gifted flying-buffs or sporting daredevils, but very few of them had any real theoretical knowledge. This proved to be sufficient for the early developments, when flying was mostly a matter of strapping a powerful and lightweight engine to a basic flying design, and having the skills to keep the aircraft aloft and stable. Many pioneers, like Charles Rolls, paid with their lives for this mindset and it took many accidents from stalls and spins to figure out that something was amiss.
The specifications and operating environment of aeroplanes was, of course, entirely different from either cars or trains. Particularly the design requirements for reliable yet lightweight construction posed a conundrum for early aerospace engineers. To make something stronger, a rule of thumb is to add more material. For aircraft this means increasing the wall-thickness of the beams, frames and plates that comprise the aircraft. Of course, by making components thicker, the structure becomes heavier and less likely to fly. Furthermore, thicker structures are stiffer, which causes loads to be redirected within the structure, and rather counter-intuitively, can make the aircraft more likely to fail.
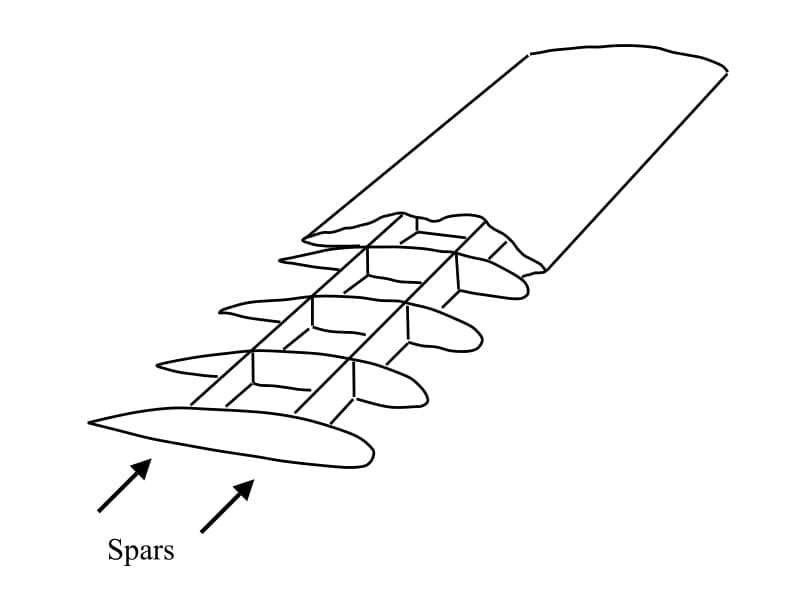
This counter-intuitive finding was played-out during the discovery of wing twisting. Wings are predominantly subject to bending forces due to aerodynamic lift that keeps the aircraft aloft. As this is entirely obvious, and since there was a great deal of acquired expertise in bridge building, wing bending loads were supported quite reliably by beams (spars) running along the length of the wing. The wing is, however, also subject to large twisting forces, and if these are not accounted for, the wing will twist-off the fuselage.
Spars running along the length of the wing and connected by a series of ribs
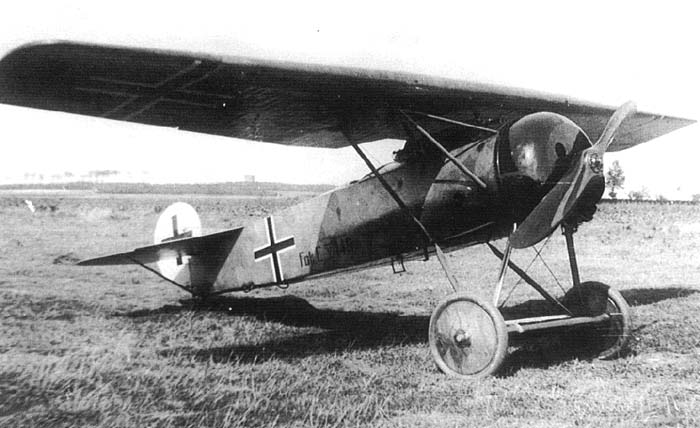
By 1917, the Allies had developed a certain degree of air superiority over the Western Front of WWI by means of better biplane construction. Out of necessity the Dutch engineer Anthony Fokker, working in Germany at the time, was developing a more advanced monoplane design with performance specifications better than anything the Allies had to offer. While biplanes are very light and were the preferred type of construction up to that point, their flying performance in terms of nimbleness and speed is limited due to the high drag induced by the aerodynamic interference of the two separate wings. There was thus a strong incentive to build faster monoplane aeroplanes. But since the fateful crash of Samuel Langley into the Potomac River in 1903, monoplanes had the reputation of being entirely unreliable.
Fokker D8
And indeed, as soon as Fokker’s new D8 aeroplane flew in combat situations, the wings started to snap-off as pilots pulled out of dives during dogfights. Being pressed for time, the D8 hadn’t gone through an extensive series of flying tests, and this cost many of Germany’s best pilots their lives. As a result, the German Air Force ordered a series of structural tests on the D8. As in the more standard biplanes of the time, the wings of the D8 were entirely covered by a thin fabric whose only purpose was to provide an aerodynamic profile for lift creation. The fabric itself did not carry any of the aerodynamic loads, and indeed all wing-bending loads were carried by two spars projecting from the fuselage and running along the length of the wing. The spars were connected by a series of ribs which served as attachment points for the stretched fabric. According to the testing standards of the time, the D8 aircraft was mounted upside down with weights suspended from the wings to simulate aerodynamic loads six times the weight of the aircraft. When tested this way, the wings showed absolutely no sign of weakness. When increasing the load beyond the factor of six, the wings began to fail in the aft spar such that the German authorities ordered all rear spars to be replaced by thicker and stronger ones. Unfortunately for the German military command, the accidents of the D8 become more frequent as a result of this intervention. Germany’s engineers now faced the perplexing conundrum that adding more material to the wings seemingly made them weaker!
At this point Fokker took matters into his own hands and repeated the tests in his own factory. What he found was that not only would the wings rise as a result of aerodynamic loads, but they would twist too, even though there was no obvious twisting loads being applied. Particularly important was the direction of twisting, which occurred as to twist the leading edge upwards, thereby increasing the angle of attack and the lift created by the wings, thus further increasing wing twisting, and so on in a detrimental feedback loop. As a pilot pulled up out of a dive, the extra lift needed to pull-off the manoeuvre was sufficient to initiate this catastrophic feedback loop, until the wings eventually twisted-off. Fokker had discovered the phenomenon now known as “divergence”.
But why did this divergent behaviour occur in the first place?
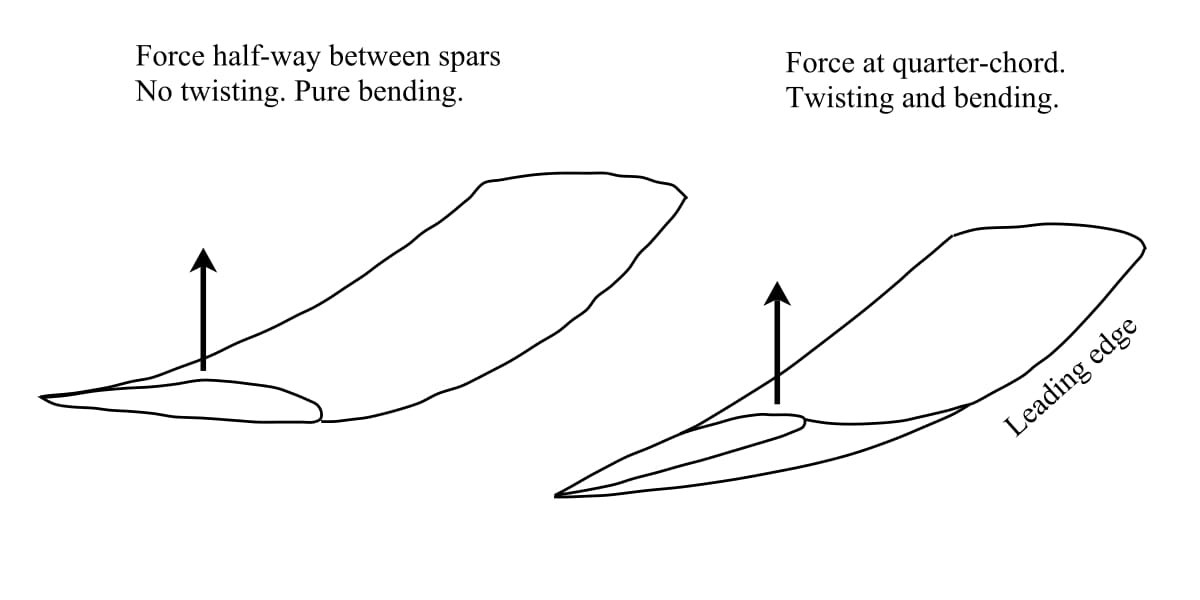
Imagine two horizontal and identical beams placed side by side and connected by a number ribs along their length to bridge the gap between them. One end of this assemblage is free and the other is rigidly supported (clamped). This simple construction is basically the fundamental structure of even the most modern aircraft. If a vertical load is applied exactly halfway between the two beams at the free end, then both beams will just bend upwards without any twist. However, if the vertical load is biased towards one of the beams then the assemblage will bend and twist at the same time, because the load carried by one beam is greater than the load carried by the other. The point where a load must be applied such that a structure bends without twisting is known as the flexural centre.
If a load is applied at the flexural centre (for a wing pretty much half-way between the two spars) the wing will only bend. But because the centre of pressure is located at the quarter-chord position, the wing bends and twists at the same time. The load is not applied at the flexural centre
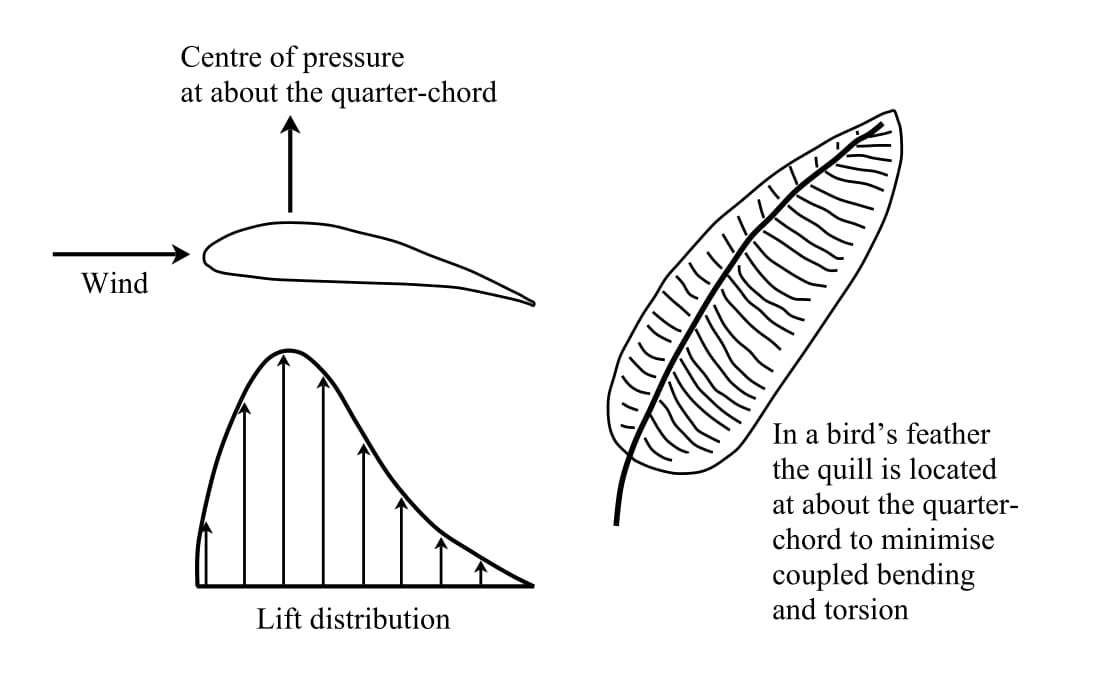
Of course, if there are more than two beams or if the beams are of different stiffness, then the flexural centre will not be halfway between the beams. In fact, the aerodynamic lift forces are distributed across the wing and do not really act at a single point. However, the distribution of aerodynamic pressure can be summed up and represented mathematically as acting as a point load somewhere between the front and rear spars. This point is known as the centre of pressure and may shift along the length of the wing. One might assume that the centre of pressure of a wing profile is situated nicely in the middle of the two spars, but this is not what happens. The centre of pressure for most wing profiles is in fact just behind the front spar, in the vicinity of the quarter-chord position, that is 25% of the chord length behind the leading edge. Therefore it follows quite simply that if the flexural centre and centre of pressure do not coincide, the wing must twist and bend at the same time. The extent of twisting naturally depends on this mismatch and the stiffness of construction in torsion. It is the designer’s role to minimise it as much as possible, and in fact, the thick quill of a bird’s feather is located at about the quarter span to minimise twisting.
Wing lift distribution with centre of pressure at the quarter-chord. A feather features a reinforcing “spar” at the quarter-chord to prevent twisting of the feathers
In the simple fabric-covered D8 monoplane, the flexural centre and torsional stiffness of the wing depended entirely on the two wing spars. In early designs of the D8, the centre of flexure was pretty much bang in the middle between the two spars, and the fruitless attempts of beefing-up the rear spar only moved the flexural centre further to the rear and away from the centre of pressure at the quarter chord. So Fokker decided to reduce the thickness of the rear spar, thereby not only solving the problem of divergence but also making the aircraft lighter and a serious menace to the British and French biplanes.
Fokker also came up with a second design evolution that enabled monoplanes. In the early fabric-covered monoplanes the torsional stiffness of the wing is provided entirely by differential bending of the two spars. Not much can be done to improve the torsional stiffness by tinkering with the design of these spars. This was part of the reason why monoplanes were forbidden in the early days of flying. It was a safety precaution, and not a particularly unpopular one, because in practice many biplanes were not much slower than monoplanes and considerably more reliable.
An example of the shear flow around a wing box due to a vertically applied load
As a structure is sheared it creates what is called shear flow – the shearing force divided by the length of material over which it acts. Because the fabric does not carry sufficient loading, the early fabric-covered monoplane construction is considered an “open” cross-section as shear cannot flow from one spar to the other. The strutted and braced construction of the biplane, however, has the advantage of creating a closed “torsion box”. The torsion box of biplanes creates a closed cross-section and the shearing forces can flow around the material to optimally resist torsion. Torsion is therefore ideally resisted by any box or tube whose sides are continuous. The second breakthrough of monoplane construction was therefore to replace the fabric with thicker sheet-metal that could carry load. Now the closed aerodynamic surface of the wing could provide the job of resisting shear loads efficiently, while the two spars predominantly served to resist bending loads. In effect, this is an efficient division of labour concept even though it requires a much thicker and heavier wing to resist torsion.
References
[1] J.E. Gordon. Structures: Or Why Things Don’t Fall Down. DeCapo Press. 2nd Edition, 2003.
A very important parameter when designing jet engines is specific power — the amount of power output divided by the mass of the engine. In general, a good heuristic to keep in mind when designing anything that moves is that maximising the power output per unit mass leads to a more efficient design. Afterburning is an exception to this rule. Yes, afterburning provides more thrust and therefore provides more bang for every gram of jet engine, but it is terribly fuel inefficient.
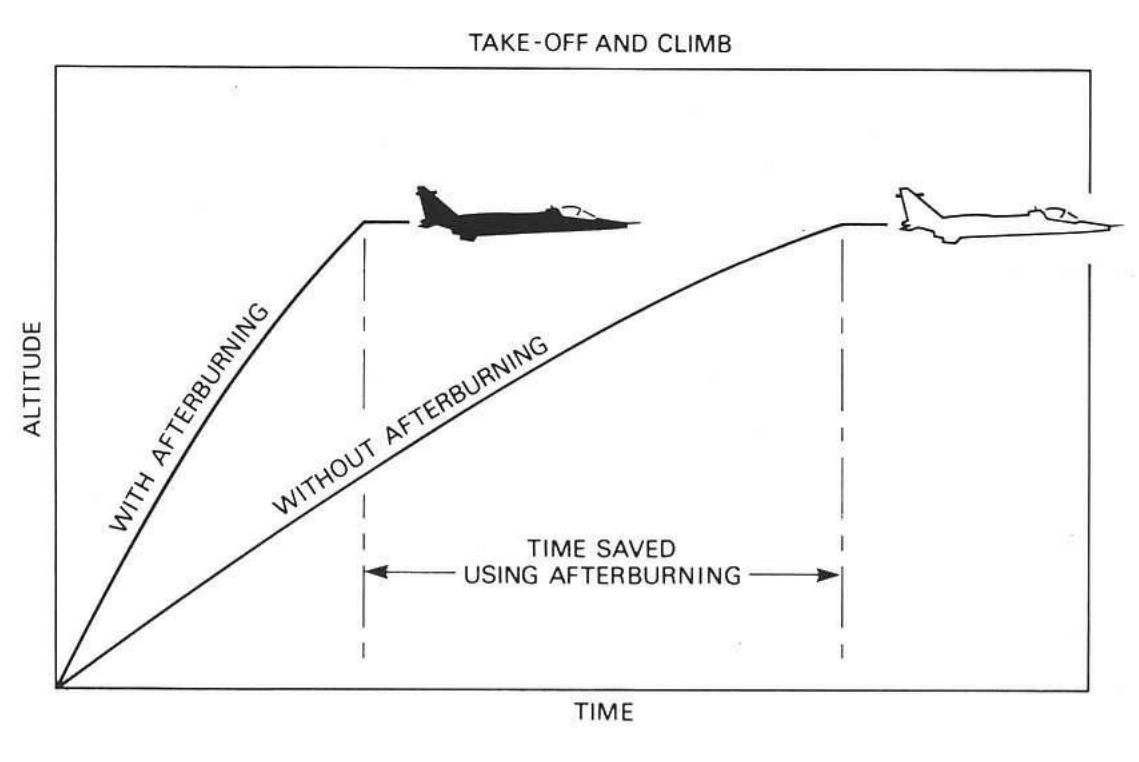
Afterburning, sometimes also called reheat, is a means of increasing the thrust of a jet engine in order to improve aircraft take-off and climb performance, to accelerate beyond the sound barrier, or in a military setting, for improved combat performance. Of course, we could simply increase the thrust by building a bigger and more powerful engine, but this naturally leads to a greater frontal area that impedes the oncoming flow, and therefore increases drag. Even though afterburning is incredibly fuel-inefficient, it is the best solution for enabling massive amounts of additional thrust at the switch of a button. This means an engine can be run in two modes – a fuel efficient, low thrust configuration and a fuel-inefficient, high-thrust configuration.
Effect of afterburning during take-off and climbing [1]
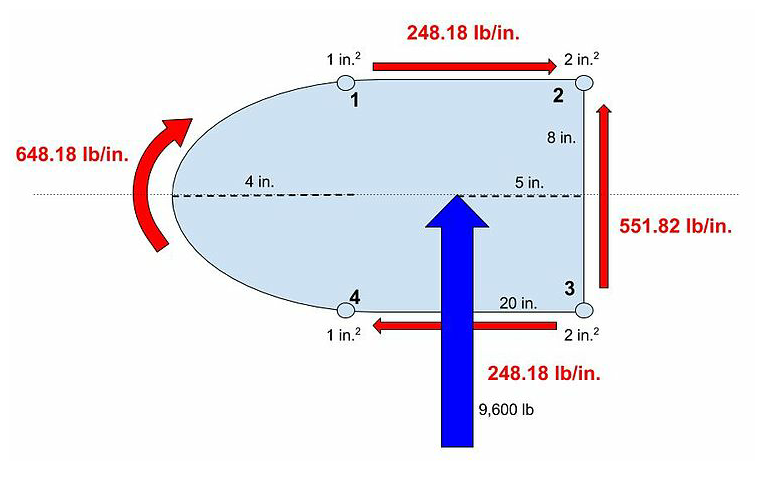
From conservation of momentum we know that the thrust of a jet engine is governed by the mass flow rate, , and the difference between the entry and exit velocities of air into, , and out of, , the jet engine.
For a fixed airspeed , this means that the level of thrust depends on both the exit jet velocity of the gases and the mass of air flowing through the engine per second. So to produce high levels of thrust we can either accelerate the exhaust gases to a greater velocity, or just increase the amount of air that is being sucked into the engine. Early turbojets attempted to maximise the exit jet velocity in order to create more and more thrust. The downside of this approach is that it decreases the efficiency of the engine. The propulsive or Froude efficiency of a jet engine is defined by the power output divided by the rate of change of kinetic energy of the air. The kinetic energy of the air represents the power input to the system. The power output is the product of force output, i.e. the thrust and the resulting air speed . Although this is an approximation, this equation summarises the essential terms that define aircraft propulsion. So, power output is
and the rate of change in kinetic energy is
such that the propulsive efficiency is
This means that for a fixed airspeed , the efficiency can be increased by reducing the jet exit velocity . However, decreasing the jet exit velocity decreases the thrust unless the mass flow rate is increased as well. Note that the advantage of increasing the mass flow rate is that it does not have an effect on the propulsive efficiency.
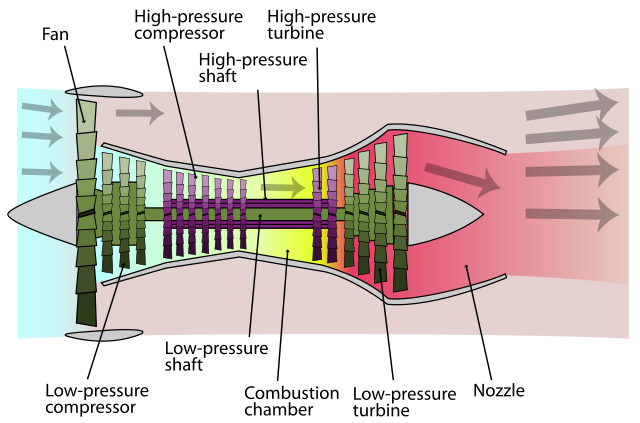
Schematic Diagram of Turbofan Engine
High bypass-ratio turbofan engines, which are the most common in modern airliners, are designed around this second principle – the big fan at the front sucks in tons of air, but because this flow bypasses the combustion chamber, it is not accelerated to a high exit velocity. The advantages of this design is that increasing the bypass ratio yields better fuel efficiency which means that turbofans can be operated over long periods (great for long-haul commercial passenger flights).
The downside, of course, is increased size and induced drag, which is a nightmare for nimble fighter aircraft. In fighter aircraft you want a small and compact engine that provides tons of thrust. Fuel efficiency is typically of secondary concern. Therefore, an afterburner naturally addresses the first principle we discussed above – accelerating the exhaust gases to higher velocity. This generally means that we can shrink the size of the engine and decrease the bypass ratio to provide better aerodynamic performance.
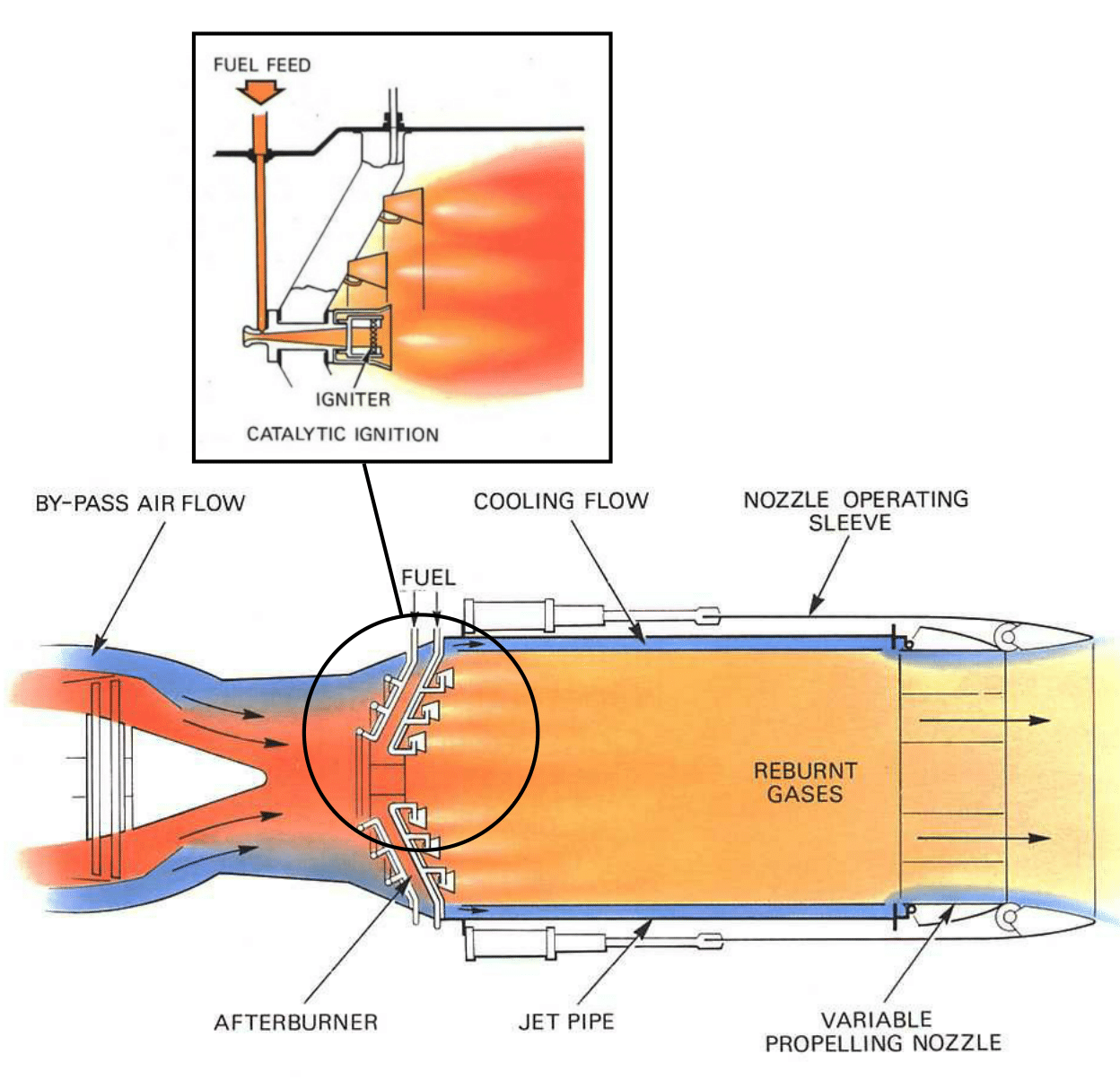
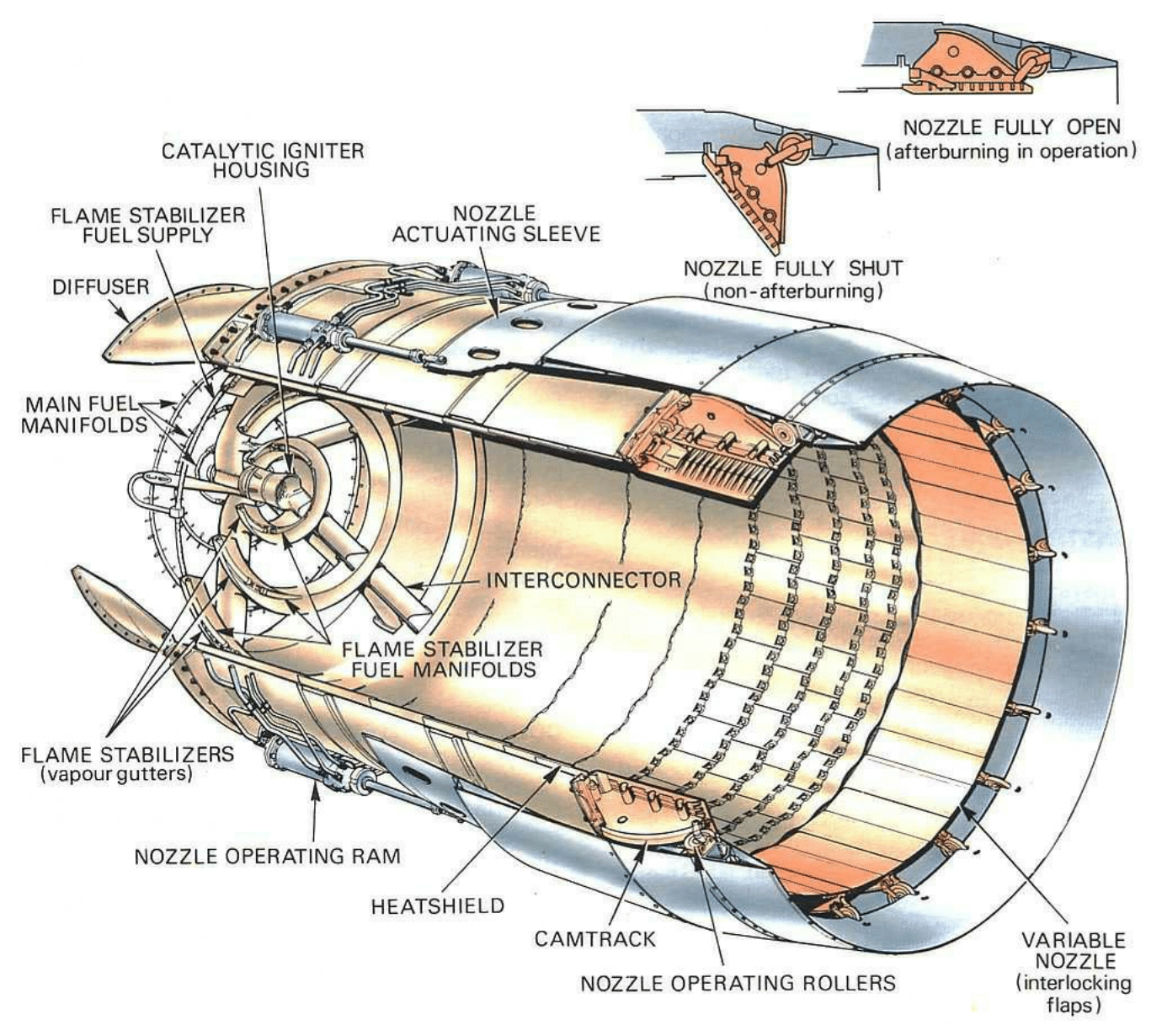
Schematic of afterburning components and functionality at the tail end of a jet engine [1]
As shown in the figure above, afterburning is achieved by injecting extra fuel into the hot exhaust gases that are being expelled by the turbine stage. The gas inside the jet engine is highest just before entering the turbine (just after combustion), and this turbine entry temperature is often the limiting design driver of the entire jet engine. Today, the turbine entry temperature is actually greater than the melting point of the metal used to make the turbine blades, but clever single-casting manufacturing methods and intricate cooling ducts inside the turbine blades guarantee that the blades do not creep excessively. To further limit the turbine entry temperature the combustion just prior to the turbine stage typically occurs at an oxygen-rich ratio such that sufficient oxygen is present in the hot gases flowing through and exiting the turbine. The hot jet exiting the turbine contains sufficient uncombusted oxygen that spraying more fuel into the jet pipe, and igniting the ensuing fuel-oxygen mix with a little spark raises the temperature to about 1700°C, and the related increase in the pressure forces the gases through the exhaust nozzle at increased velocity.
The hot jet from the turbine flows into the jet pipe at a velocity of around 250 m/s to 400 m/s, and this velocity is far too high to guarantee stable combustion in the jet pipe. Just prior to the jet pipe, the cross-sectional area of the exit portion to the turbine increases to diffuse the flow to lower velocities. However, because the standard injection rate of kerosene at a good fuel-to-oxygen mixture is only around 1-2 m/s, the kerosene would be rapidly blown away even by the diffused jet stream. To prevent this a vapour gutter is placed just prior to the fuel injection nozzles that spins the jet into turbulent eddie currents, thereby further slowing down the hot turbine exhaust gases and allowing for a better mixture of fuel and jet stream. A common misconception is that due to the high temperature of the gases exiting the turbine (around 700°C), the fuel-oxygen mixture in the jet pipe would combust spontaneously. Cooler combustion flames can develop at these temperatures, but because of the atmospheric pressure differences between ground level and altitude, a design that spontaneously combusts at ground level would never do so at altitude. To guarantee a stable and smooth reaction over a wide range of mixture ratios and flying altitudes, a high-intensity spark is needed.
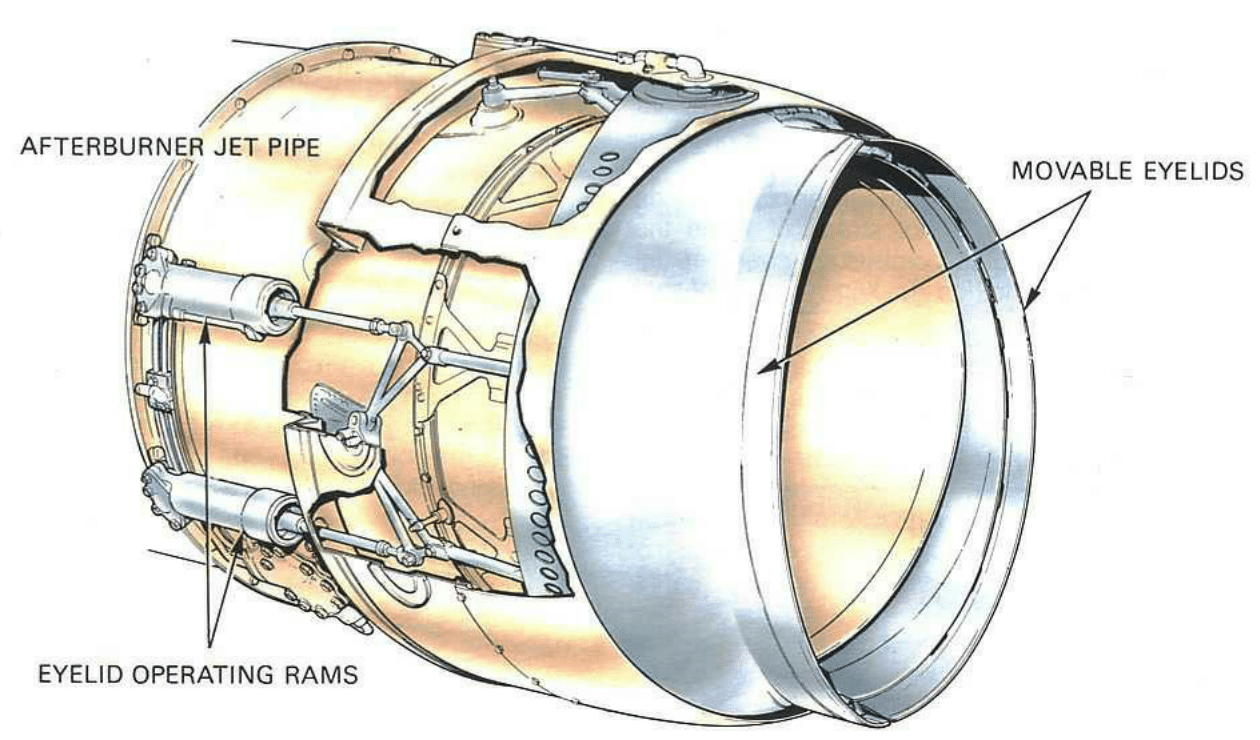
Two-position nozzle [1]Variable-area nozzle [1]
To allow the jet to operate without afterburning, the jet pipe is fitted with a two-position or a variable-area propelling nozzle as shown above. When afterburning is not being used, the nozzle remains in its closed configuration, but opens when afterburning is initiated to increase the exit area and prevent pressure from building up in the jet pipe that can adversely affect the operation of the turbine. A two-position nozzle has two “eyelids” that can be moved irrespective of the other in order to open or close the nozzle area. A variable-area nozzle consists of multiple flaps situated side-by-side in a ring arrangement around the exit nozzle and hinged to the outer casing. The nozzles can rotate into or out of the flow by rotating rollers that are actuated by a camtrack and a linear actuator (operating ram). When afterburning is initiated, a fuel control unit determines the correct amount of fuel to flow into the jet pipe to provide the correct balance between increased jet pipe pressure and the pressure ratio across the turbine. The pressure ratio across the turbine is crucial for efficient operation of the jet engine as it provides the energy to operate the compressor stages. Therefore, the control system can automatically vary the nozzle exit area in order to maintain the correct pressure ratio across the turbine – the higher the degree of afterburning, the greater the build-up of pressure in the jet pipe, and thus, the greater the required nozzle area to reduce the load on the turbine.
Thrust and fuel consumption
The increase in thrust is a function of the increase in jet pipe temperature as a result of afterburning. For a perfectly efficient system, the relationship between the temperature ratio before and after fuel is burnt, and the thrust increase is nearly linear in the typical operating range with temperature ratios of 1.4 to 2.2. Within this range we can expect a 40% increase in thrust for a doubling of the temperature in the jet pipe. Thus, if afterburning raises the jet pipe temperature from 700°C (973 K) to 1500°C (1773 K) this results in a thrust increase of around 36%.
In a static test bed, thrust increases of up to 70% can be obtained at the top end, and at high forward speeds, several times this can be achieved. The lower the temperature exiting the turbine and the greater the extent of uncombusted oxygen, the greater the temperature increase in the jet pipe due to afterburning.
As is to be expected, afterburning naturally incurs a fuel consumption penalty, and this is why afterburning is typically constrained to short bursts. The aim of the compressor in a classic jet engine is to raise the pressure of the incoming air to the optimal pressure for efficient combustion. After expansion by the turbine stage, the gases are at a lower degree of compression, and therefore the fuel is not burnt as efficiently as in the combustion chamber between compressor and turbine. For a 70% increase in thrust the fuel consumption can easily double, but of course this increased fuel consumption is balanced by an improved performance in terms of take-off and climb. This means that the increased fuel consumption is balanced by the time saved to cover a desired distance or operating manoeuvre.
The inspiration of this post and the diagrams have all been taken or inspired by [1] Rolls-Royce (1996). The Jet Engine. Rolls Royce Technical Publications; 5th ed. edition (Amazon link). For anyone interested in jet engine design this is a beautiful book, describing lots of intricate details about jet engine design and presenting the information in an intuitive and visually pleasing manner using diagrams as used throughout this post. I can not recommend this book enough.
J.E. Gordon, a leading engineer at the Royal Aircraft Establishment at Farnborough and holder of the British Silver Medal of the Royal Aeronautical Society, wrote two brilliant books on engineering: “The New Science of Strong Materials” and “Structures – Or Why Things Don’t Fall Down”. Elon Musk has recommended the latter of the two books, and I can only encourage you to read both. In my eyes, the role of a good non-fiction writer is to explain the intricacies of a non-trivial topic that we can see all around us but nevertheless rarely fully appreciate. Something interesting hidden in plain sight, if you will.
With this in mind, let’s discuss an underappreciated topic from the world of materials science.
First of all, what do we mean by a material’s stiffness and strength?
To be able to compare the load and deformation acting on components of different sizes, engineers prefer to use the quantities of stress and strain over load and deformation. Imagine a solid rod of a certain diameter and length which is being pulled apart in tension. Naturally, two rods of the same material but of different diameters and lengths will deform by different amounts. However, if both rods are stressed by the same amount, then they will experience the same amount of strain. In our simple one-dimensional rod example, the stress is given by
where is the tensile force and is the cross-sectional area for a diameter , i.e. force normalised by cross-sectional area.
The engineering strain is given by
where is the change in length (deformation) of the rod and is its original length, i.e. the deformation normalised by original length.
For an elastic material deforming linearly (i.e. no plastic deformation), the ratio of stress to strain is constant, and for our simple one-dimensional example the constant of proportionality is equal to the stiffness of the material.
(Hooke’s Law).
This stiffness is known as the Young’s modulus of the material.
These two definitions of stress and strain illustrate a simple point. By dividing force by cross-sectional area and change in length (deformation) by original length, the role of geometry is eliminated entirely. This means we can deal purely in terms of material properties, i.e. Young’s modulus (stiffness), stress to failure (strength), etc., and can therefore compare the degree of loading (stress) and deformation (strain) in components of different sizes, shapes, dimensions, etc.
We can all appreciate that metals are incredibly strong and stiff. But why are some materials stronger and stiffer than others? Why don’t all materials have the same strength and stiffness? Aren’t all materials just an assemblage of molecules and atoms whose molecular bonds stretch and eventually separate upon fracture? If this is so, why don’t all materials break at the same value of stress and strain?
The stiffness and strength of a material does indeed depend on the relative stiffness and strength of the underlying chemical bonds, and these do vary from material to material. But this difference is not sufficient to explain the large variations in strength that we observe for materials such as steel and glass — that is, why does glass break so easily and steel does not?
In the 1920s, a British engineer called A.A. Griffith explained for the first time why different materials have such vastly different strengths. To calculate the theoretical maximum strength of a material, we need to use the concept of strain energy. When we stretch a rod by 1 mm using a force of 1,000 N, the 1 J of energy we exerted (0.001 m times 1,000 N) is stored within the material as strain energy because individual atomic bonds are essentially stretched like mechanical springs. Written in terms of stresses and strains, the strain energy stored within a unit volume of material is simply half the product of stress and strain:
Griffith’s brilliant insight was to equate the strain energy stored in the material just before fracture to the surface energy of the two new surfaces created upon fracture.
Surface energy??
It is probably not immediately obvious why a surface would possess energy. But from watching insects walk over water we can observe that liquids must possess some form of surface tension that stops the insect from breaking through the surface. When the surface of a liquid is extended, say by inflating a soap bubble, work is done against this surface tension and energy is stored within the surface. Similarly, when an insect is perched on the surface of a pond, its legs form small dimples on the surface of the water and this deformation causes an increase in the surface energy. In fact, we can calculate how far the insect sinks into the surface by equating the increase in surface energy to the decrease in gravitational potential energy as the insect sinks. Furthermore, liquids tend to minimise their surface energy under the geometrical and thermodynamic constraints placed upon them, and this is precisely why raindrops are spherical and not cubic.
When a liquid freezes into a solid, the underlying molecular structure changes, but the overall surface energy remains largely the same. Because the molecular bonds in solids are so much stronger than those in liquids, we can’t actually see the effect of surface tension in solids (an insect landing on a block of ice will not visibly dimple the external surface). Nevertheless, the physical concept of surface energy is still valid for solids.
So, back to our fracture problem. What we want to calculate is the stress which will separate two adjacent rows of molecules within a material. If the rows of molecules are initially metres apart then a stress causing a strain will lead to the following strain energy per square metre
From Hooke’s law we know that
and therefore replacing in the first equation we have
Now, if the surface energy per square metre of the solid is equal to , then the separation of the two rows of molecules will lead to an increase in surface energy of (two new surfaces are created). By assuming that all of the strain energy is converted to surface energy:
There is typically a considerable amount of plastic deformation in the material before the atomic bonds rupture. This means that the Young’s modulus decreases once the plastic regime is reached and the strain energy is roughly half of the ideal elastic case. Hence, we can simply drop the 2 in front of the square root above to get a simple, yet approximate, expression for the strength of a material
As the values of and vary from material to material, the theoretical strengths will be different as well. The surface tension of a material is roughly proportional to the Young’s modulus because the same chemical bonds give rise to both these properties. In fact, the relationship between surface energy and Young’s modulus can be approximated as
such that the strength of a material is approximately proportional to the Young’s modulus by the following relation
Given, the relationship between stress and strain we can conclude that the theoretical failure strain of most materials ought to be, approximately,
or 20% for basically all materials.
In everyday practise, most materials have failure strengths far beneath the theoretical maximum and also vary widely in their failure strains. To explain why, Griffith conducted some simple experiments on glass. After calculating the Young’s modulus from a simple tensile test and assuming a molecular spacing of Angstroms, Griffith arrived at a theoretical strength for glass of 14,000 MPa. Griffith then tested a number of 1 mm diameter glass rods in tension and found the strength to be on average around 170 MPa, i.e. 1/100 th of the theoretical value.
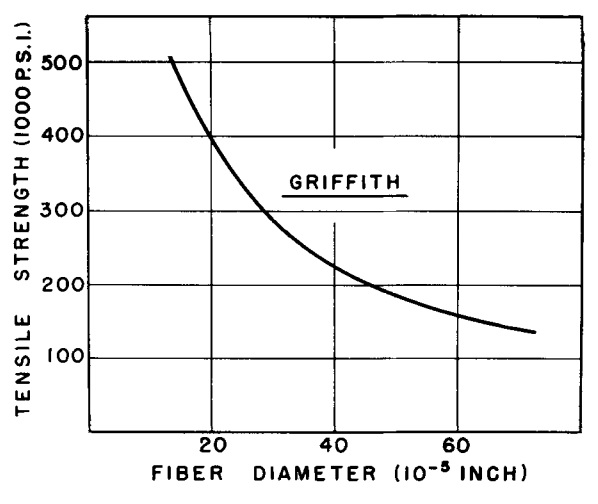
The pultrusion process used to create the glass rods allowed Griffith to pull thinner and thinner rods, and as the diameter decreased, the failure stress of the rods started to increase – slowly at first, but then very rapidly. Glass fibres of 2.5 in diameter showed strengths of 6,000 MPa when newly drawn, but dropped to about half that after a few hours. Griffith was not able to manufacture smaller rods so he fitted a curve to his experimental data and extrapolated to much smaller diameters. And lo and behold, the exponential curve converged to a failure strength of 11,000 MPa – much closer to the 14,000 MPa predicted by his theory.
Variation of tensile strength with fibre diameter. From W.H. Otto (1955). Relationship of Tensile Strength of Glass Fibers to Diameter. Journal of the American Ceramic Society 38(3): 122-124.
Griffith’s next goal was to explain why the strength of thicker glass rods fell so far below the theoretical value. Griffith surmised that as the volume of a specimen increases, some form of weakening mechanisms must be active because the underlying chemical structure of the material remains the same. This weakening mechanism must somehow lead to an increase in the actual stress around a future failure site and act as a stress concentration. Luckily, the idea of stress concentrations had previously been introduced in the naval industry, where the weakening effects of hatchways and other openings in the hull had to be accounted for. Griffith decided that he would apply the same concept at a much smaller scale and consider the effects of molecular “openings” in a series of chemical bonds.
The idea of a stress concentration is quite simple. Any hole or sharp notch in a material causes an increase in the local stress around the feature. Rather counter-intuitively, the increase in local stress is solely a function of the shape of the notch and not of its size. A tiny hole will weaken the material just as much as a large one will. This means a shallow cut in a branch will lower the load-carrying capacity just as well as a deep one – it is the sharpness of the cut that increases the stress.
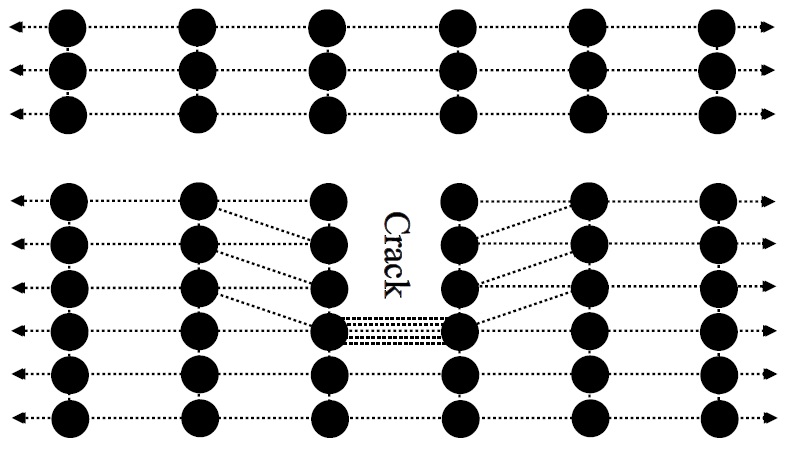
We can visualise quite easily what must happen at a molecular scale when we introduce a notch in a series of molecules. A single strand of molecules must reach the maximum theoretical strength. Similarly, placing a number of such strands side by side should not effect the strength. However, if we cut a number of adjacent strands at a specific location perpendicular to the loading direction, then the flow of stress from molecule to molecule has been interrupted and the load in the material has to be redistributed to somewhere else. Naturally, the extra load simply goes around the notch and will therefore have to pass through the first intact bond. As a result, this bond will fail much earlier than any of the other bonds as the stress is concentrated in this single bond. As this overloaded bond breaks, the situation becomes slightly worse because the next bond down the line has to carry the extra load of all the broken bonds.
Stress concentration at a notch
The stress concentration factor of a notch of half-length and radius of curvature at the crack tip is given by
If we now consider a crack about 2 long and 1 Angstrom tip radius, this produces a stress concentration factor of
and therefore this would lower the theoretical strength of glass from 14,000 MPa to around 70 MPa, which is very close to the average strength of typical domestic glass.
As a result, Griffith made the conjecture that glass and all other materials are full of tiny little cracks that are too small to be seen but nevertheless significantly reduce the theoretical maximum strength. Griffith did not give an explanation for why these cracks appeared in the first place or why they were rarer for thinner glass rods. As it turns out, Griffith was correct about the mechanism of stress concentration, but wrong about their origins.
It took quite some time until a more satisfactory explanation was provided, dispelling the notion that the reduction in strength could be attributed to inherent defects within the material. After WWII, experiments showed that even thick glass rods could approach the theoretical upper limit of strength when carefully manufactured. It was also noticed that stronger fibres would weaken over time, probably as a result of handling, and that weakened fibres could consequently be strengthened again by chemically removing the top surface. By depositing sodium vapour on the external surface of glass, the density of cracks could be visualised and was found to be inversely proportional to the strength of the glass – the more cracks, the lower the strength, and vice versa.
These cracks are a simple result of scratching when the exterior surface comes in contact with other objects. Larger pieces of glass are more likely to develop surface cracks due to the larger surface area. Furthermore, thin glass fibres are much more likely to bend when in contact with other objects, and are therefore less likely to scratch. This means that there is nothing special about thin fibres of glass – if the surface of a thick fibre can be kept just as smooth as that of a thin fibre then it will be just as strong.
This means that an airplane cast from one piece of 100% pristine glass could theoretically sustain all flight loads, such an idea ludicrous in reality, because the likelihood of inducing surface cracks during service is basically 100%.
At this point you might be asking, what is different about metals – why are they used on aircraft instead?
The difference boils down to differences between the atomic structure of glasses and metals. When liquids freeze they typically crystallise into a densely packed array and form a solid that is denser than the liquid. Glasses on the other hand do not arrange themselves into a nicely packed crystalline structure but rather cool into a purely solidified liquid. Glasses can crystallise under some circumstances under a process known as devitrification, but the glass is often weakened as a result. When a solid crystallises, it can deform via a new process in which it starts to flow in shear just like Plasticine or moulding clay does when it is formed.
There is no clear demarcation line between a brittle (think glass) and ductile (think metal) material. The general rule of thumb is that a brittle material does not visibly deform before failure and failure is caused by a single crack that runs smoothly through the entire material. This is why it’s often possible to glue a broken vase back together.
In ductile materials, there is permanent plastic deformation before ultimate failure and so these materials behave more like moulding clay. Before a ductile material, like mild steel, finally snaps in two, there is considerable plastic deformation which can be imagined along the lines of flowing honey or treacle. This plastic flowing is caused by individual layers of atoms sliding over each other, rather than coming apart directly. As this shearing of atomic bonds takes place, the material is not significantly weakened because the atomic bonds have the ability to re-order, and the material may even be strengthened by a process known as cold working (atomic bonds align with the direction of the applied load). The amount of shearing before final failure depends largely on the type of metal alloy and always increases as a metal is heated; hence a blacksmith heats metal before shaping it.
Generally, these two fracture mechanism, brittle cracking and plastic flowing, are always competing in a solid. The material will break in whatever mechanism is weakest; yield before cracking if it is ductile or crack directly if it is brittle.
On December 17 1903, the bicycle mechanic Orville Wright completed the first successful flight in a heavier-than-air machine. A flight that lasted a mere 12 seconds, reaching an altitude of 10 feet and landing 120 feet from the starting point. The Wright Flyer was made of wood and canvas, powered by a 12 horsepower internal combustion engine and endowed with the first, yet basic, mechanisms for controlling pitch, yaw and roll. Only 66 years later, Neil Armstrong walked on the moon, and another 12 years later the first partially re-usable space transportation system, the Space Shuttle, made its way into orbit.
Even though the means of providing lift and attitude control in the Wright Flyer and the Space Shuttle were nearly identical, the operational conditions could not be more different. The Space Shuttle re-entered the atmosphere at orbital velocity of 8 km/s (28x the speed of sound), which meant that the Shuttle literally collided with the atmosphere, creating a hypersonic shock wave with gas temperatures close to 12,000°C -temperature levels hotter than the surface of the sun. How was such unprecedented progress – from Wright Flyer to Space Shuttle – possible in a mere 78 years? This blog post chronicles this technological evolution by telling the story of five iconic aircraft.
The Wright Flyer
The Wright brothers were the first to succesfully fly what we now consider a modern airplane, but as the brothers would adamantly confirm, they did not invent the airplane. Rather, the brothers stood on the shoulders of a century-old keen interest in aeronautical research. The story of the modern airplane goes back to about 100 years before the Wright brothers, to a relatively unknown British scientist, philosopher, engineer and member of parliament, Sir George Cayley. Although Leonardo da Vinci had thought up flying machines 300 years prior to this, his inventions have relatively little in common with modern designs. In 1799 Cayley proposed the first three-part concept that, to this day, represent the fundamental operating principles of flying:
A fixed wing for creating lift.
A separate mechanism using paddles to provide propulsion.
And a cruciform tail for horizontal and vertical stability.
Many of the flying enthusiasts of the 18th century based their designs on the biomimicry of birds, combining lift, propulsive and control functions in a single oversized wing contraption that was insufficient at providing lift, forward propulsion, let alone a means of control. During a decade of intensive study of the aerodynamics of birds and fish from 1799-1810, Cayley constructed a series of rotating airfield apparatuses that tested the lift and drag of different airfoil shapes. In 1852, Cayley published his most famous work “Sir George Cayley’s Governable Parachutes”, which detailed the blueprint of a large glider with almost all of the features we take for granted on a modern aircraft. A prototype of this glider was built in 1853 and flown by Cayley’s coachman, accelerating the prototype off the rooftop of Cayley’s house in Yorkshire.
Cayley’s Parachutes
The distinctive characteristic of the Wright brothers was their incessant persistence and never-ending skepticism of the research conducted by scientists of authority. By single-handedly revising the historic textbook data on airfoils and building all of their inventions themselves, they developed into the most experienced aeronautical engineers of their day. Engineering often requires a certain intuitive knowledge of what works and what doesn’t, typically acquired through first-hand experience, and the Wright brothers had developed this knack in abundance. In this sense, they were best-equipped to refine the concepts of their peers and develop them into something that superseded everything that came before.
One of the most potent signals of British defiance in WWII is the Supermarine Spitfire. In the summer of 1940, during the Battle of Britain, the Spitfire presented the last bulwark between tyranny and democracy. Between July and October 1940, 747 Spitfires were built of which 361 were destroyed and 352 were damaged. Just 34 Spitfires that were built during the summer of 1940 made it through the war unscathed. Unsurprisingly, the Spitfire is one of the most famous airplanes of all time and its aerodynamic beauty of elliptical wings and narrow body make it one of the most iconic aircraft ever built.
The Spitfire
The Spitfire was designed by the chief engineer of Supermarine, RJ Mitchell. Before WWII Mitchell led the construction of a series of sea-landing planes that won the Schneider Trophy three times in a row in 1927, 1929 and 1931. The Schneider Trophy was the most important aviation competition between WWI and WWII – initially intended to promote technical advances in civil aviation, it quickly morphed into pure speed contest over a triangular course of around 300 km. As competitions so often do, the Schneider Trophy became an impetus for advancing aeroplane technology, particularly in aerodynamics and engine design. In this regard the Schneider Trophy had a direct impact on many of the best fighters of WWII. The low drag profile and liquid-cooled engine which were pioneered during the Schneider Trophy were all features of the Supermarine Spitfire and the Mustang P-51. The winning airplane in 1931 was the Supermarine S6.B, setting a new airspeed record of 655.8 km/h (407.4 mph). The S6.B was powered by the supercharged Rolls-Royce R engine with 1900 bhp, which presented such insurmountable problems with cooling that surface radiators had to be attached to the buoyancy floats used to land on water. In March 1936, Mitchell evolved the S6.B into the Spitfire with a new Rolls Royce Merlin engine. The Spitfire also featured its radical elliptical wing design which promised to minimise lift-induced drag. Theoretically, an infinitely long wing of constant chord and airfoil section produces no induced drag. A rectangular wing of finite length however produces very strong wingtip vortices and as a result almost all modern wings are tapered towards the tips or fitted with wing tip devices. The advantage of an elliptical planform (tapered but with curved leading and trailing edges) over a tapered trapezoidal planform is that the effective angle of attack of the wing can be kept constant along the entire wingspan. Elliptical wings are probably a remnant of the past as they are much more difficult to manufacture and the benefit over a trapezoidal wing is negligible for the long wing spans of commercial jumbo jets. However, the design will forever live on in one of the most iconic fighters of all time, the Supermarine Spitfire.
Captain Chuck Yeager, an American WWII fighter ace, became the first supersonic pilot in 1947 when the chief test pilot for the Bell Corporation refused to fly the rocket-powered Bell X-1 experimental aircraft without any additional danger pay. The X-1 closely resembled a large bullet with short stubby wings for higher structural efficiency and less drag at higher speeds. The X-1 was strapped to the belly of a B-29 bomber and then dropped at 20,000 feet, at which point Yeager fired his rocket motors propelling the aircraft to Mach 0.85 as it climbed to 40,000 feet. Here Yeager fully opened the throttle, pushing the aircraft into a flow regime for which there was no available wind tunnel data, ultimately reaching a new airspeed record of Mach 1.06. Yeager had just achieved something that had eluded Europe’s aircraft engineers through all of WWII.
Bell X-1
The limit that the European aircraft designer ran into during the air speed competitions prior to WWII was the sound barrier. The problem of flying faster, or in fact approaching the speed of sound, is that shock waves start to form at certain locations over the aircraft fuselage. A shock wave is a thin front (about 10 micrometers thick) in which molecules are squashed together by such a degree that it is energetically favourable to induce a sudden increase in the fluid’s density, temperature and pressure. As an aircraft approaches the speed of sound, small pockets of sonic or supersonic flow develop on the top surface of the wing due to airflow acceleration over the curved upper skin. These supersonic pockets terminate in a shockwave, drastically slowing the airflow and increasing the fluid pressure. Even in the absence of shock waves the airflow runs into an adverse pressure gradient towards the trailing edge of the wing, slowing the airflow and threatening to separate the boundary layer from the wing. This condition drastically increases the induced drag and reduces lift, which in the worst case can lead to aerodynamic stall. In the presence of a shock wave this scenario is exacerbated by the sudden increase in pressure and drop in airflow velocity across the shock wave. For this precise reason, commercial aircraft are limited to speeds of around Mach 0.87-0.88 as any further increase in speed would induce shock waves over the wings, increasing drag and requiring an unproportional amount of additional engine power.
It was precisely this problem that aircraft designers ran into in the 1930’s and 1940’s. To make their airplanes approach the speed of sound they needed incredible amounts of extra power, which the internal combustion engines of the time could not provide. Quite fittingly this seemingly insurmountable speed limit was dubbed the sound barrier. It was not until the advent of refined jet engines after WWII that the sound barrier was broken. However, exceeding the sound barrier does not mean things get any easier. The ratio of upstream to downstream airflow speed and pressure across a shock wave are simple functions of the upstream Mach number (airspeed / local speed of sound). Unfortunately for aircraft designers, these ratios change with the square of the upstream Mach number, which means that the induced drag becomes worse and worse the further the speed of sound is exceeded. This is why the Concorde needed such powerful engines and why its fuel costs were so exorbitant.
The North American X-15 rocket plane was one of NASA’s most daring experimental aircraft intended to test flight conditions at hypersonic speeds (Mach 5+) at the edge of space. Three X-15s made 199 flights from 1960-1968 and the data collected and knowledge gained directly impacted the design of the Space Shuttle. Initially designed for speeds up to Mach 6 and altitudes up to 250,000 feet, the X-15 ultimately reached a top speed of Mach 6.72 (more than one mile a second) and a maximum altitude of 354,200 feet (beyond the official demarcation line of space). As of this writing, the X-15 still holds the world record for the highest speed recorded by a manned aircraft. Given the awesome power required to overcome the induced drag of flying at these velocities, it is no surprise that the X-15 was not powered by a traditional turbojet engine but rather a full-fledged liquid-propellant rocket engine, gulping down 2,000 pounds of ethyl alcohol and liquid oxygen every 10 seconds.
North American X-15
The X-15 was dropped from a converted B-52 bomber and then made its way on one of two different experimental flight profiles. High-speed flights were conducted at an altitude of a typical commercial jetliner (below 100,000 feet) using conventional aerodynamic control surfaces. For high-altitude flights the X-15 initiated a steep climb at full throttle, followed by engine shut-down once the aircraft left Earth’s atmosphere. What followed was a ballistic coast, carrying the aircraft up to the peak of an arc and then plummeting back to Earth. Beyond Earth’s atmosphere the aerodynamic control surfaces of the X-15 were obviously useless, and so the X-15 relied on small rocket thrusters for control.
The hypersonic speeds beyond the conventional sound barrier discussed previously created a new problem for the X-15. In any medium, sound is transmitted by vibrations of the medium’s molecules. As an aircraft slices through the air, it disturbs the molecules around it which ensues in a pressure wave as molecules bump into adjacent molecules, sequentially passing on the disturbance. Flying faster than the speed of sound means that the aircraft is moving faster than this pressure wave. Put another way, the air molecules are transmitting the information of the disturbance created by the aircraft via a pressure wave that travels at the speed of sound. While the aircraft is creating new disturbances further upstream, Nature can’t keep up with the aircraft. At hypersonic speeds the aircraft is literally smashing into the surrounding stationary air molecules, and the ensuing compression of the air around the aircraft skin leads to fluid temperatures that are above the melting point of steel. Hence, one of the major challenges of the X-15 was guaranteeing structural integrity at these incredibly high temperatures. As a result, the X-15 was constructed from Inconel X, a high-temperature nickel alloy, which is also used in the very hot turbine stages of a jet-engine.
The wedge tail visible at the back of the aircraft was also specifically required to guarantee attitude stability of the aircraft at hypersonic speeds. At lower speeds this thick wedge created considerable amounts of drag, in fact as much as some individual fighter aircraft alone. The area of the tail wedge was around 60% of the entire wing area and additional side panels could be extended out to further increase the overall surface area.
12 April 1981 marked a new era in manned spaceflight: Space Shuttle Columbia lifted off for the first time from Cape Canaveral. The Shuttle capped an incredible fruitful period in aerospace engineering development. The ground work laid by the original Wright flyer, the Spitfire, the X-1 and the X-15 is all part of the technological arc that led to the Shuttle. The fundamentals didn’t change but their orders of magnitude did.
“Like bolting a butterfly onto a bullet” — Story Musgrave, Columbia astronaut, 1996
Story Musgrave’s description of the Space Shuttle is not far off the mark. On the launch pad the Shuttle sat on two solid-rocket boosters producing 37 million horsepower, accelerating the Shuttle beyond the speed of sound in about 30 seconds. Eight minutes and 500,000 gallons of fuel later the Shuttle was travelling at 17,500 mph at the edge of space. The Space Shuttle was not only powerful but possessed a grace that the Wright brothers would have appreciated. After smashing through the atmosphere upon reentry at Mach 28 (8 km/s) the piloting astronaut had to slow the Shuttle down to 200 mph via a series of gliding twists and turns, using the surrounding air as an aerodynamic break.
The five Shuttles
The ultimate mission of the Shuttle was to serve as a cost-effective means of travelling to space for professional astronauts and civilians. That vision never came to fruition due to the high maintenance costs between flights, and partly due the Challenger and Columbia disasters that shattered all hopes that space travel would become routine.
Perhaps the Space Shuttle is one of humanities greatest inventions because it reminds us that for all its power, grace and genius it is still the brainchild of fallible men.
Edits:
A previous version of this article incorrectly stated that the Space Shuttle featured three solid rocket boosters (SRBs). Of course, the Space Shuttle only featured two.